To address climate change, Steel Industries world-wide has put forward solemn commitments to the “dual carbon” goals, such as striving to peak carbon dioxide emissions before 2030 and achieving carbon neutrality before 2060. This Plan will accelerate the promotion of green and low-carbon development. Industry experts have stated that achieving carbon peak and carbon neutrality is a multidimensional, three-dimensional, and systematic project that involves various aspects of economic and social development.
The green and low-carbon development of “carbon peak and carbon neutrality” provides significant development opportunities for our principal company and with this objective they have developed award winning patented Scrap Pre-heating System for the Steel Industry.

Key Objectives of the Scrap Pre-heating System.
Preheating scrap steel can effectively increase the proportion of scrap steel added, reduce the consumption of molten iron, oxygen, and auxiliary materials, as well as the discharge of waste gas and wastewater. It has significant advantages in environmental protection and energy conservation and emission reduction
(1) Reduce natural resource extraction and processes such as coking, sintering, and ironmaking.
(2) Energy conservation and emission reduction: Compared to using molten iron, using scrap steel for steelmaking can save more than 60% of energy, while reducing exhaust gas by about 86% and waste residue by about 97%.
(3) Beneficial for achieving the “dual carbon” goal: using scrap steel to refine 1 ton of steel can reduce 1.6 tons of carbon emissions, with CO2 emissions only 27% of long processes
The scrap preheating system developed by our technical partner includes:
Preheating of scrap steel for iron ladle, low-grade scrap steel hopper, high level silo, ladle, refining furnace, etc.
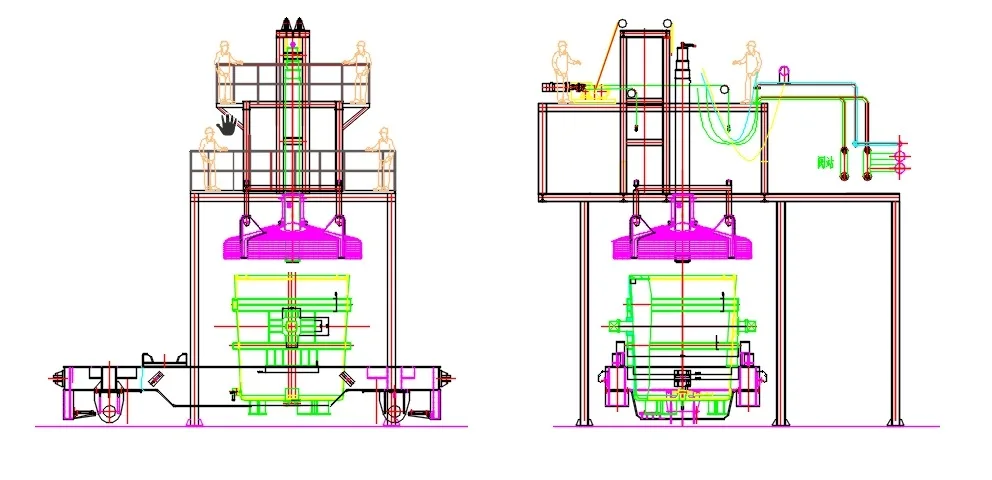
Iron clad scrap preheating system
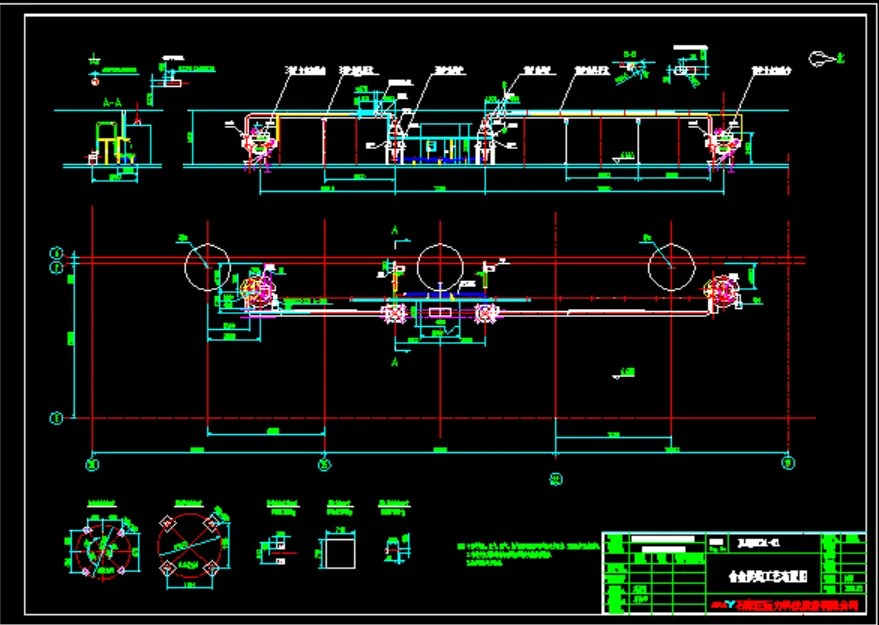
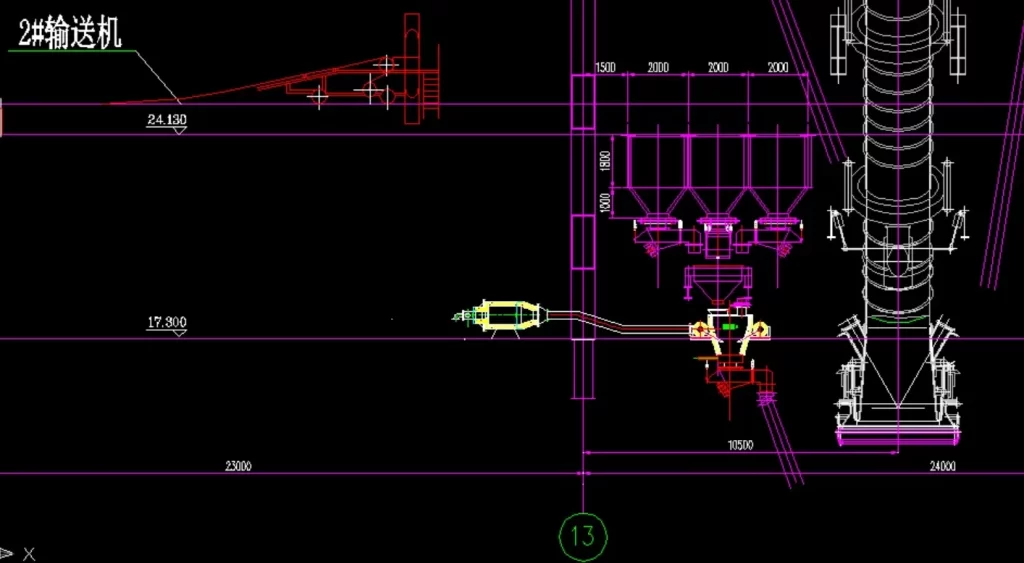
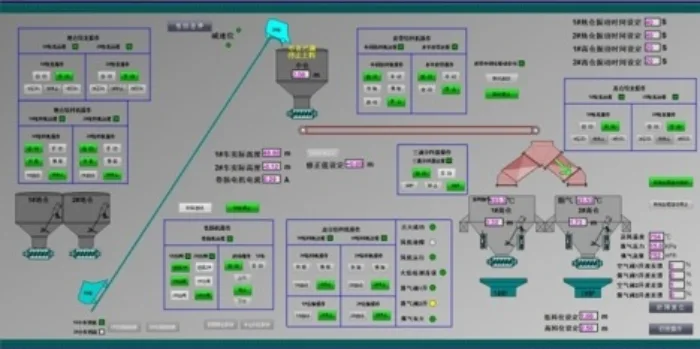
Preheated scrap steel can be directly added to the iron ladle, which can be added next to the railway line or across the railway line, or added before the molten iron is mixed into the iron ladle in the mixing furnace or torpedo tank. The amount of scrap steel added is generally about 10% of the total amount of molten iron, and the preheating temperature is 500-700 ℃. The system consists of several parts, including the scrap steel feeding system, conveying and sorting system, preheating bin device, hot air furnace system, hot air conveying and distribution system, weighing and feeding system, exhaust gas collection system, and electrical control system. It is recommended to use crushed scrap steel with dimensions of 50-200mm and a bulk density of ≥ 1t/m3. This type of scrap steel has good breathability, uniform heating, and can quickly melt when mixed with molten iron; It is recommended to use lightweight scrap steel for other scrap steel materials, which has good heating performance and is easy to melt.
Main functions
(1) Adding preheated scrap steel to the iron ladle can effectively utilize the residual heat inside the iron ladle when it is empty;
(2) When other methods of adding scrap steel, such as the scrap hopper, reach their limit, preheating scrap steel is added to the iron ladle to effectively utilize the iron ladle space, slow down the pressure of the scrap steel process to load scrap steel into the scrap hopper, and reduce the occurrence of scrap steel sticking to the converter mouth when the scrap steel hopper adds scrap steel to the converter;
(3) Reduce iron consumption and increase production;
(4) Improve the service life of iron ladle refractory materials and reduce refractory material consumption.
Precautions
(1) Choose clean crushed scrap steel or lightweight scrap steel, which melts quickly, produces small amounts of exhaust gas, and is safe and reliable;
(2) The key influencing factor of this method is the physical heat of the molten iron, which directly affects the amount of scrap steel added to the iron ladle. The temperature of the molten iron is one of the basic conditions for stable converter operation. It should be avoided that the physical heat of the molten iron is too low after adding scrap steel to the iron ladle, which may cause fluctuations in converter smelting or lead to adverse consequences such as iron ladle sticking.
400-600℃。
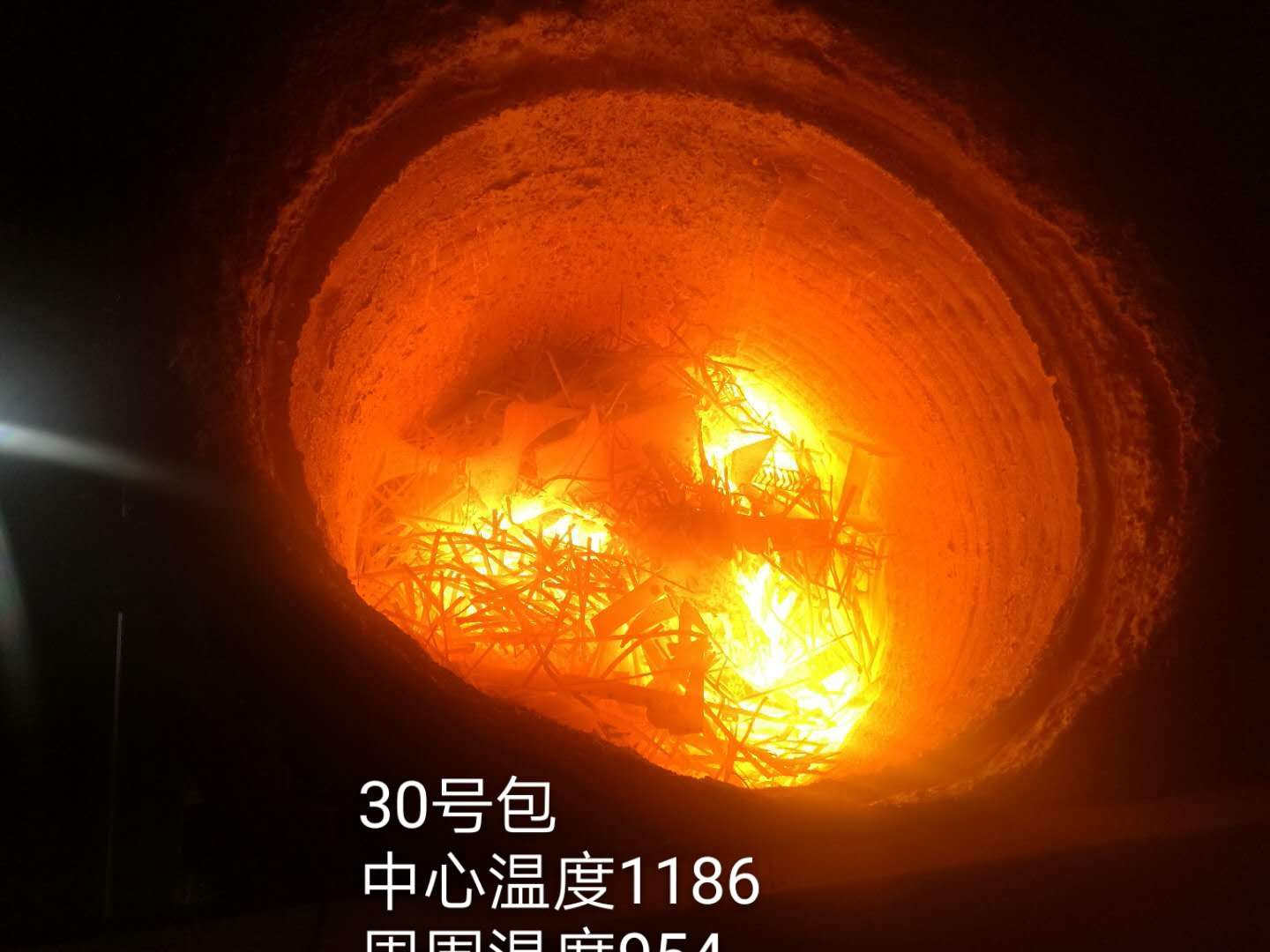
Hot-Blast Scrap Heating System with Combined Heating Chamber & Weighing Hopper, Capable of Offline Heating. Scrap Steel is Heated to 400-600°C.
800-1000℃。
The online scrap preheating system, which utilizes oxy-fuel burners, heats the scrap to a temperature of 800-1000°C.
Low level scrap steel hopper scrap preheating system
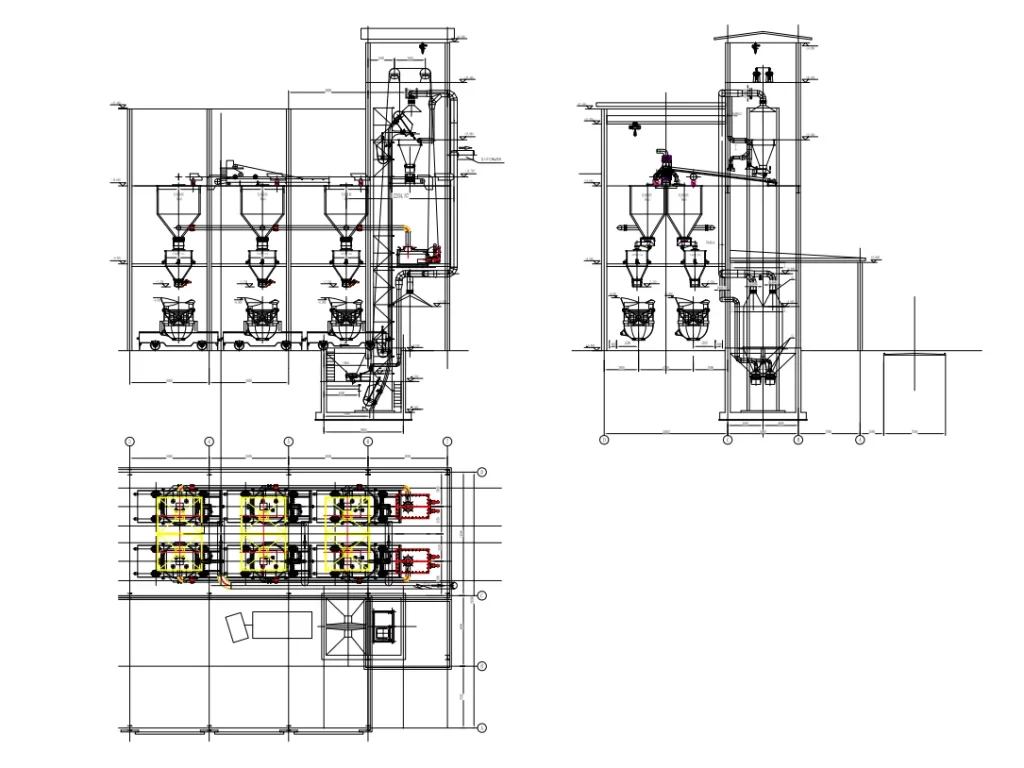
The preheated scrap steel is directly added to the converter through the scrap steel hopper, with a scrap steel addition amount of about 30% of the total amount of the converter. The preheating temperature is 400-600 ℃. The system consists of several parts, including the feeding system (basket or plate conveyor), scrap preheating bin device, hot air furnace system, hot air conveying and distribution system, discharge system, exhaust gas collection system, hydraulic system, and electrical control system. Heating low-level scrap steel does not have special requirements for scrap steel, and the amount added is large.
Main functions
(1) Reduce iron consumption;
(2) Reduce oxygen supply time during steelmaking process and accelerate production pace;
(3) Reduce oxygen and auxiliary material consumption, ultimately reducing slag and iron loss, and improving metal yield.
Precautions
(1) To achieve rapid material release, lifting, and loading, reducing heat loss;
(2) Properly handle the smoke and dust during the heating, discharging, and lifting processes of scrap steel;
(3) Establish a converter batching model based on high scrap steel ratio, determine the amount of preheating scrap steel added according to the physical heat and composition of the molten iron, reduce the amount of other cold materials added, and ensure the stability of the steelmaking process.
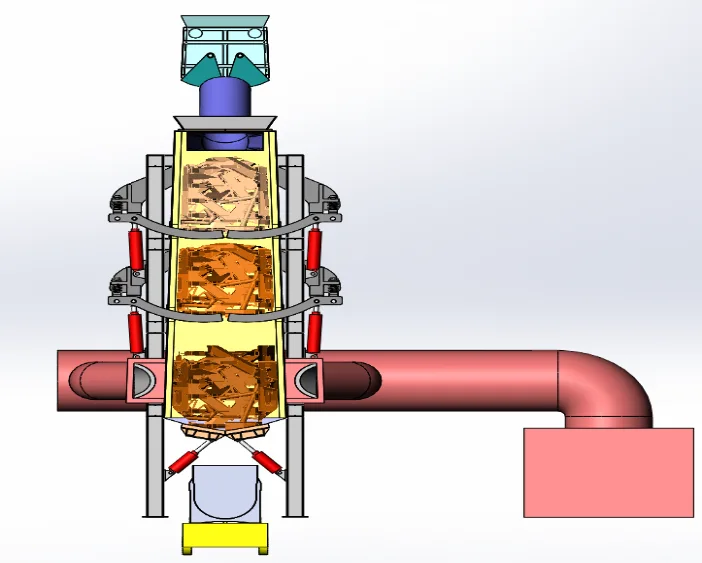
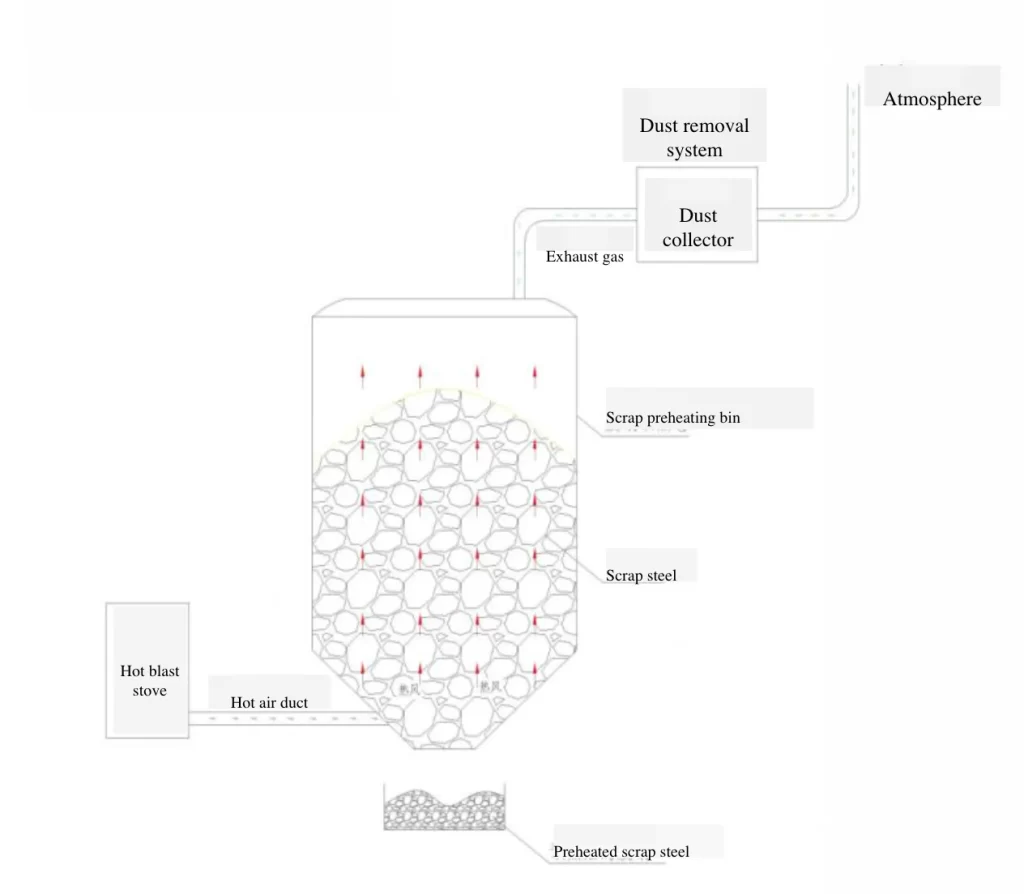
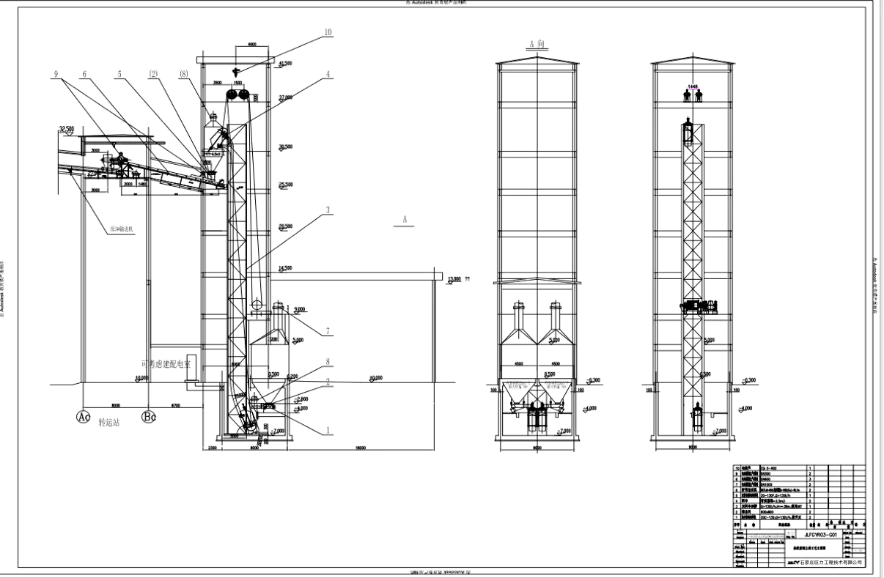
Layered Scrap Heating in a Shaft Furnace
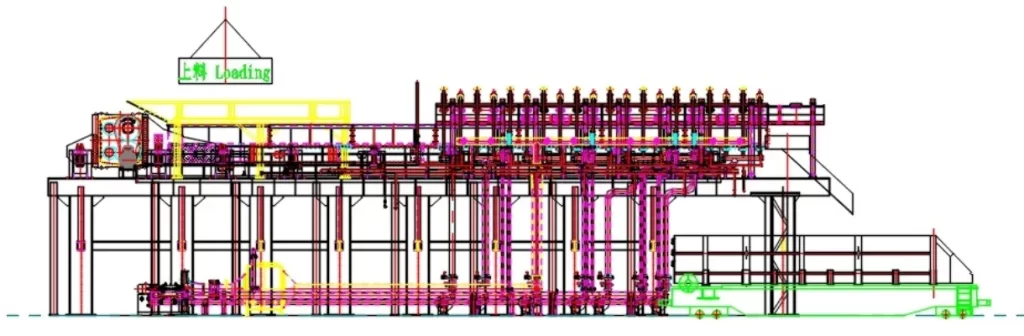
Horizontal Scrap Heating
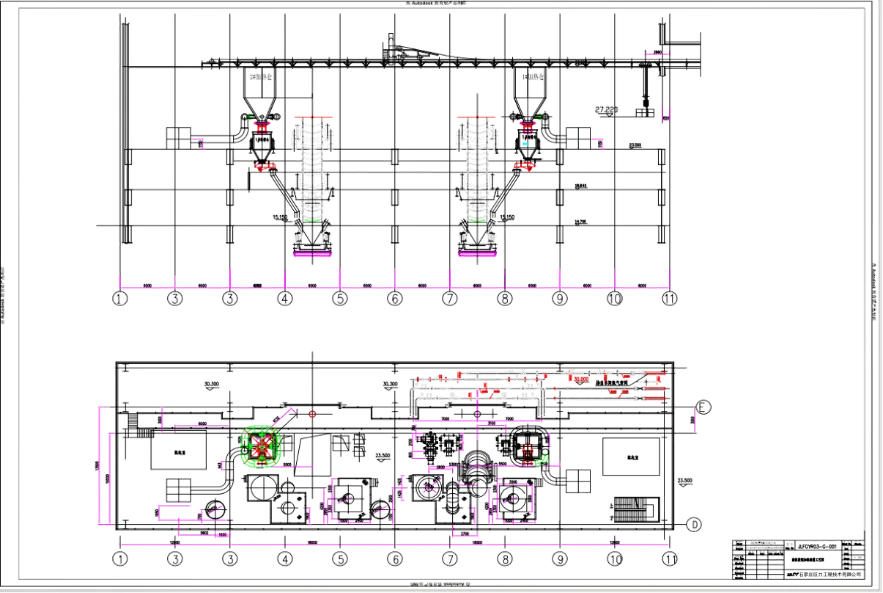
The scrap steel preheated in the high-level silo is continuously added to the converter through the bulk material feeding port during the steelmaking and blowing stage. The amount of scrap steel added is about 10% of the total amount of the converter, and the preheating temperature is 500-700 ℃. The system consists of several parts, including scrap steel feeding system, conveying and sorting system, preheating bin device, hot air furnace system, hot air conveying and distribution system, weighing and feeding system, exhaust gas collection system, and electrical control system. The scrap steel added to the high-level silo is generally high-quality crushed scrap steel and steel bar heads, with a maximum external size not exceeding 200mm and a pile density of ≥ 1t/m3.
Main functions
(1) Scrap steel can be added during the converter smelting process without taking up smelting time;
(2) It can be used as a process temperature regulator in the converter blowing process, reducing the consumption of other auxiliary materials (temperature regulation of other cold materials can increase slag volume, reduce metal yield, and improper operation can also cause operational accidents such as splashing);
(3) Prevent phosphorus recycling;
(4) Other beneficial effects are the same as preheating the scrap steel hopper and adding scrap steel.
Precautions
(1) It must be qualified crushed scrap steel and cannot use lightweight materials;
(2) It is recommended to add it in the middle and early stages of the smelting process. Adding too much scrap steel in the later stage may cause fluctuations in the final composition of the converter due to the unstable composition of the scrap steel.
Preheated scrap steel is directly added to the ladle before refining. The amount of scrap steel added is generally about 10% of the total amount of molten iron, and the preheating temperature is 500-600 ℃. The system consists of several parts, including scrap steel feeding system, preheating bin device, hot air furnace system, hot air conveying and distribution system, weighing and feeding system, exhaust gas collection system, and electronic control system. There are no special requirements for the types of scrap steel. The main function is to increase production and reduce iron consumption.
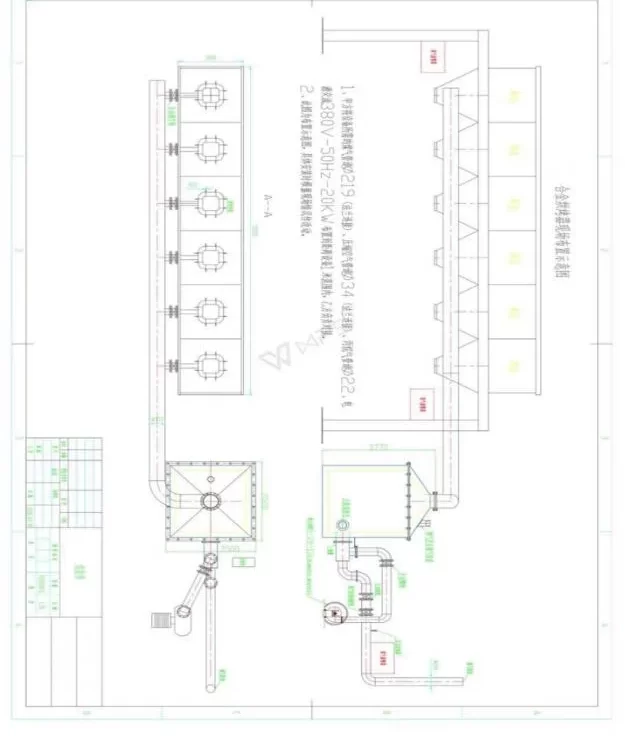
Alloy heating and high-level bulk material heating
Dry and bake alloys and bulk materials in advance, remove moisture and heat them, and then add them to the molten steel.
Beneficial effects:
(1) Reduce the temperature drop of molten steel, save heat energy in the steelmaking process, and indirectly increase the amount of scrap steel added, especially during the winter production period in the north, the effect is more significant;
(2) Remove moisture from alloys and bulk materials, thereby reducing the H content in the molten steel, improving the cleanliness of the molten steel, and avoiding quality defects such as white spots and product defects caused by high hydrogen content;

{kind=link}
{kind=link}
{kind=link}
{kind=link}